Фрезы концевые с цилиндрическим хвостовиком, короткие, с центрорежущим зубом, 30°, тип N, лыска weldon, AlTiN

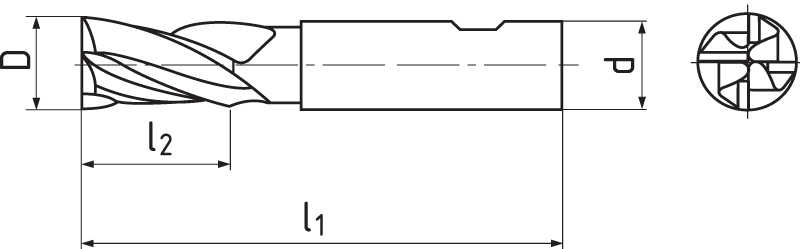

| D k 10 |
d h 6 |
l1 | l2 | Z | Код продукта | На складе |
|---|---|---|---|---|---|---|
| 2 | 6 | 51 | 7 | 4 | 120517.020 | Да |
| 3 | 6 | 52 | 8 | 4 | 120517.030 | Да |
| 4 | 6 | 55 | 11 | 4 | 120517.040 | Да |
| 5 | 6 | 57 | 13 | 4 | 120517.050 | Да |
| 6 | 6 | 57 | 13 | 4 | 120517.060 | Да |
| 8 | 10 | 69 | 19 | 4 | 120517.080 | Да |
| 10 | 10 | 72 | 22 | 4 | 120517.100 | Да |
| 12 | 12 | 83 | 26 | 4 | 120517.120 | Да |
| 14 | 12 | 83 | 26 | 4 | 120517.140 | Да |
| 16 | 16 | 92 | 32 | 4 | 120517.160 | Да |
| 18 | 16 | 92 | 32 | 4 | 120517.180 | Да |
| 20 | 20 | 104 | 38 | 4 | 120517.200 | Да |
| 25 | 25 | 121 | 45 | 5 | 120517.250 | Да |
| 30 | 25 | 121 | 45 | 5 | 120517.300 | Да |
|
Материял |
Твердость |
Ap |
Ae |
Vc |
fz(mm/z) Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 18 |
Ø 20 |
Ø 25 |
Ø 32 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.2 | Конструкционные и литые стали | ≤ 850 N/mm² | 1xD | 0,1xD | 99 | 0.017 | 0.023 | 0.031 | 0.037 | 0.048 | 0.056 | 0.063 | 0.085 | 0.1001 |
| P.3 | Инструментальная сталь низколегированная | ≤ 1100 N/mm² | 1xD | 0,1xD | 61.5 | 0.017 | 0.023 | 0.031 | 0.037 | 0.048 | 0.056 | 0.063 | 0.085 | 0.1001 |
| P.4 | Улучшенные стали | ≤ 900 N/mm² | 1xD | 0,1xD | 76.5 | 0.017 | 0.023 | 0.031 | 0.037 | 0.048 | 0.056 | 0.063 | 0.085 | 0.1001 |
| P.5 | Инструментальная сталь высоколегированная | ≤ 1100 N/mm² | 1xD | 0,1xD | 61.5 | 0.017 | 0.023 | 0.031 | 0.037 | 0.048 | 0.056 | 0.063 | 0.085 | 0.1001 |
| M.2 | Нержавеющие стали | 750 - 850 N/mm² | 1xD | 0,1xD | 37.5 | 0.015 | 0.023 | 0.031 | 0.037 | 0.048 | 0.056 | 0.063 | 0.085 | 0.1001 |
| K.1 | Чугун (≤ 240 HB) | ≤ 820 N/mm² | 1xD | 0,1xD | 88.5 | 0.017 | 0.023 | 0.031 | 0.037 | 0.048 | 0.056 | 0.063 | 0.085 | 0.1001 |
| N.2 | Aлюминий-кремниевые сплавы (Si ≤ 12%) | ≤ 600 N/mm² | 1xD | 0,1xD | 240-450 | 0.0221 | 0.0299 | 0.0403 | 0.0481 | 0.0624 | 0.0728 | 0.0819 | 0.1103 | 0.1301 |
| S.1 | Хромникелевые сплавы | ≤ 1500 N/mm² | 1xD | 0,1xD | 31.5 | 0.0119 | 0.0161 | 0.0217 | 0.0259 | 0.0336 | 0.0392 | 0.0441 | 0.052 | 0.0701 |
| S.2 | Титан, сплавы титана | ≤ 1250 N/mm² | 1xD | 0,1xD | 30 | 0.0119 | 0.0161 | 0.0217 | 0.0259 | 0.0336 | 0.0392 | 0.0441 | 0.052 | 0.0701 |
Зажимный элемент
Цилиндрический хвостовик с лыской (Weldon) согласно DIN 1835 B.
Геометрия инструменты
Угол наклона винтовой линии = 30°. Передний угол = 12°.
HSSE-PM
Высокопроизводительная сталь получена методами порошковой металлургии. Сталь имеет однородную структуру, которая проявляется более высокой размерной стойкостью и стойкостью режущей кромки инструмента. Подходит для обработки высокопрочных и труднообрабатываемых материалов, таких как, например, титан и его сплавы. Фрезы из этой стали стандартно поставляем с покрытием AlTiN.
Вид N
Универсальное использование. Подходит для материалов с пределом прочности 900 МПа.
Возможные направления движения
Стандартный AlTiN покрытие
Обладает подобными свойствами и даже более высокой твёрдостью, чем TiAlN. Значительная термостойкость. Для самых сложных условий применения. Отличные результаты показывает, главным образом, в комбинации со сталью HSSE-PM (ASP 2030). Изготовленные из этой стали фрезы в стандратном исполнении покрыты слоем AlTiN.