Фрезы концевые с цилиндрическим хвостовиком, короткие, с центрорежущим зубом, 30°, тип N, лыска weldon
DIN 844K
быстрорежущая сталь HSS Co8


При соблюдении условий правильной обкатки ленточных полотен гарантируется максимальный срок эксплуатации инструмента! Условия обкатки новых ленточных полотен: время обката - 20 минут, скорость полотна - 80%, подача - 50%.
| D k 10 |
d h 6 |
l1 | l2 | Z | Код продукта | На складе |
|---|---|---|---|---|---|---|
| 2 | 6 | 51 | 7 | 3 | 120518.020 | Да |
| 2,5 | 6 | 52 | 8 | 3 | 120518.025 | Да |
| 3 | 6 | 52 | 8 | 4 | 120518.030 | Да |
| 3,5 | 6 | 54 | 10 | 4 | 120518.035 | Да |
| 4 | 6 | 55 | 11 | 4 | 120518.040 | Да |
| 4,5 | 6 | 55 | 11 | 4 | 120518.045 | Да |
| 5 | 6 | 57 | 13 | 4 | 120518.050 | Да |
| 5,5 | 6 | 57 | 13 | 4 | 120518.055 | Да |
| 6 | 6 | 57 | 13 | 4 | 120518.060 | Да |
| 6,5 | 10 | 66 | 16 | 4 | 120518.065 | Да |
| 7 | 10 | 66 | 16 | 4 | 120518.070 | Да |
| 7,5 | 10 | 66 | 16 | 4 | 120518.075 | Да |
| 8 | 10 | 69 | 19 | 4 | 120518.080 | Нет |
| 8,5 | 10 | 69 | 19 | 4 | 120518.085 | Да |
| 9 | 10 | 69 | 19 | 4 | 120518.090 | Да |
| 9,5 | 10 | 69 | 19 | 4 | 120518.095 | Да |
| 10 | 10 | 72 | 22 | 4 | 120518.100 | Да |
| 10,5 | 12 | 79 | 22 | 4 | 120518.105 | Нет |
| 11 | 12 | 79 | 26 | 4 | 120518.110 | Да |
| 12 | 12 | 83 | 26 | 4 | 120518.120 | Нет |
| 13 | 12 | 83 | 26 | 4 | 120518.130 | Да |
| 14 | 12 | 83 | 26 | 4 | 120518.140 | Да |
| 15 | 12 | 83 | 26 | 4 | 120518.150 | Нет |
| 16 | 16 | 92 | 32 | 4 | 120518.160 | Да |
| 17 | 16 | 32 | 92 | 4 | 120518.170 | Да |
| 18 | 16 | 92 | 32 | 4 | 120518.180 | Да |
| 20 | 20 | 104 | 38 | 4 | 120518.200 | Да |
| 21 | 20 | 104 | 38 | 5 | 120518.210 | Нет |
| 22 | 20 | 104 | 38 | 5 | 120518.220 | Да |
| 24 | 25 | 121 | 45 | 5 | 120518.240 | Да |
| 25 | 25 | 121 | 45 | 5 | 120518.250 | Да |
| 26 | 25 | 121 | 45 | 5 | 120518.260 | Да |
| 28 | 25 | 121 | 45 | 5 | 120518.280 | Да |
| 30 | 25 | 121 | 45 | 5 | 120518.300 | Да |
| 32 | 32 | 133 | 53 | 6 | 120518.320 | Да |
| 34 | 32 | 133 | 53 | 6 | 120518.340 | Нет |
| 35 | 32 | 133 | 53 | 6 | 120518.350 | Да |
| 36 | 32 | 133 | 53 | 6 | 120518.360 | Да |
| 40 | 32 | 143 | 63 | 6 | 120518.40032 | Нет |
|
Материял |
Твердость |
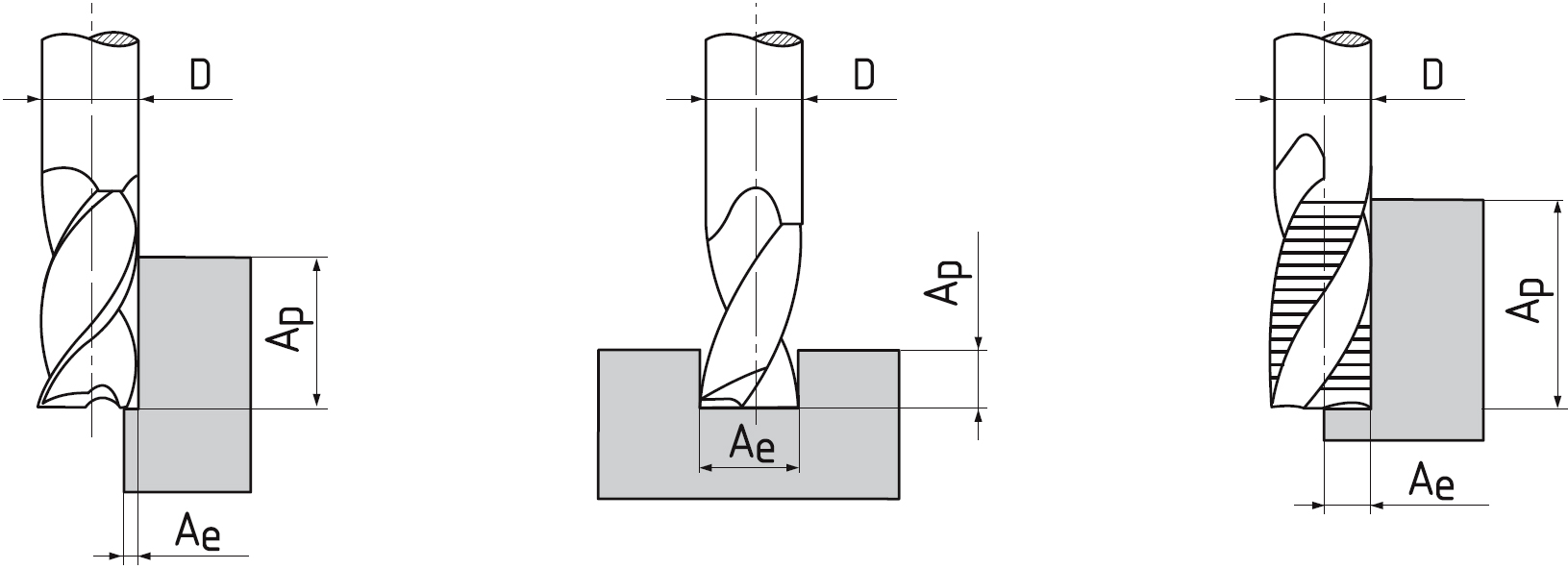
Ap |
Ae |
Vc |
fz(mm/z) Ø 3 |
Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 18 |
Ø 20 |
Ø 25 |
Ø 32 |
Ø 40 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Автоматные и конструкционные стали | ≤ 600 N/mm² | 1xD | 0,1xD | 45 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| P.2 | Конструкционные и литые стали | ≤ 850 N/mm² | 1xD | 0,1xD | 39 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| P.3 | Инструментальная сталь низколегированная | ≤ 1100 N/mm² | 1xD | 0,1xD | 24 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| P.4 | Улучшенные стали | ≤ 900 N/mm² | 1xD | 0,1xD | 30 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| P.6 | Инструментальная и улучшенная сталь | > 1100 N/mm² | 1xD | 0,1xD | 20 | 0.0042 | 0.0105 | 0.0147 | 0.0196 | 0.0238 | 0.0308 | 0.0357 | 0.0399 | 0.0497 | 0.0637 | 0.077 |
| M.2 | Нержавеющие стали | 750 - 850 N/mm² | 1xD | 0,1xD | 15 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| K.2 | Чугун (> 240 HB) | > 800 N/mm² | 1xD | 0,1xD | 35 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| N.2 | Aлюминий-кремниевые сплавы (Si ≤ 12%) | ≤ 600 N/mm² | 1xD | 0,1xD | 160-300 | 0.0078 | 0.0192 | 0.0273 | 0.0364 | 0.0442 | 0.0572 | 0.0663 | 0.0741 | 0.0923 | 0.1183 | 0.143 |
| S.1 | Хромникелевые сплавы | ≤ 1500 N/mm² | 1xD | 0,1xD | 12 | 0.0042 | 0.0105 | 0.0147 | 0.0196 | 0.0238 | 0.0308 | 0.0357 | 0.0399 | 0.0497 | 0.0637 | 0.077 |
Зажимный элемент
Цилиндрический хвостовик с лыской (Weldon) согласно DIN 1835 B.
Геометрия инструменты
Угол наклона винтовой линии = 30°. Передний угол = 8°.
Возможные направления движения
Вид N
Универсальное использование. Подходит для материалов с пределом прочности 900 МПа.
Возможные направления движения
HSS Co8
Высокопроизводительная сталь с хорошей вязкостью и отличной термостойкостью. Подходит прежде всего для фрезерования высокопрочных материалов, аустенитной стали, стали для горячей обработки давлением (горячее формование) и т.п.