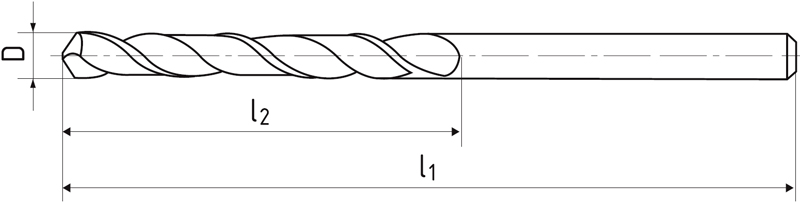
Cпиральные свёрла с цилиндрическим хвостовиком, екстра длинные, тип T100
DIN 1869
быстрорежущая сталь HSS Co5

При соблюдении условий правильной обкатки ленточных полотен гарантируется максимальный срок эксплуатации инструмента! Условия обкатки новых ленточных полотен: время обката - 20 минут, скорость полотна - 80%, подача - 50%.
| D | l1 | l2 | Код продукта | На складе |
|---|---|---|---|---|
| 2,8 | 190 | 130 | VN70045.0280 | Нет |
| 3 | 190 | 130 | VN70045.0300 | Да |
| 3,2 | 200 | 135 | VN70045.0320 | Нет |
| 3,5 | 210 | 145 | VN70045.0350 | Да |
| 4 | 220 | 150 | VN70045.0400 | Да |
| 4,5 | 235 | 160 | VN70045.0450 | Да |
| 5 | 245 | 170 | VN70045.0500 | Да |
| 5,5 | 260 | 180 | VN70045.0550 | Да |
| 6 | 260 | 180 | VN70045.0600 | Да |
| 6,5 | 275 | 190 | VN70045.0650 | Да |
| 7 | 290 | 200 | VN70045.0700 | Да |
| 8 | 305 | 210 | VN70045.0800 | Да |
| 8,5 | 305 | 210 | VN70045.0850 | Да |
| 9 | 320 | 220 | VN70045.0900 | Да |
| 10 | 340 | 235 | VN70045.1000 | Да |
| 11 | 365 | 250 | VN70045.1100 | Нет |
| 12 | 375 | 260 | VN70045.1200 | Да |
| 13 | 375 | 260 | VN70045.1300 | Нет |
|
Материял |
Твердость |
|---|---|
| P.1 | Автоматные и конструкционные стали | ≤ 600 N/mm² |
| P.2 | Конструкционные и литые стали | ≤ 850 N/mm² |
| P.3 | Инструментальная сталь низколегированная | ≤ 1100 N/mm² |
| P.4 | Улучшенные стали | ≤ 900 N/mm² |
| P.5 | Инструментальная сталь высоколегированная | ≤ 1100 N/mm² |
| P.6 | Инструментальная и улучшенная сталь | > 1100 N/mm² |
| M.1 | Нержавеющие стали | ≤ 750 N/mm² |
| M.2 | Нержавеющие стали | 750 - 850 N/mm² |
| M.3 | Нержавеющие стали | > 850 N/mm² |
| K.1 | Чугун (≤ 240 HB) | ≤ 820 N/mm² |
| K.2 | Чугун (> 240 HB) | > 800 N/mm² |
| N.4 | Медноцинковые и меднооловянные сплавы | ≤ 800 N/mm² |
| S.1 | Хромникелевые сплавы | ≤ 1500 N/mm² |
| S.2 | Титан, сплавы титана | ≤ 1250 N/mm² |
Вид T100
Широкий профиль канавки с закругленными задними краями. Ядро – сильное, угол при вершине 135 °
Заточка сверла тип C
Форма C. Коническое затыловочное шлифование с крестообразной подточкой.
Правая винтовая канавка
Геометрия инструменты
Угол винтовой канавки 39°.
Угол при вершине 128°
HSS Co5
Высокопроизводительная быстрорежущая сталь с хорошей вязкостью для фрез и фрезерования материалов до прочности 1200 МПа.